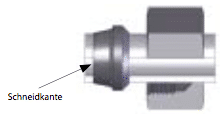
1. Konstrueerimine ja funktsioon lõike O-rõngasliitmikest
HANSA-FLEXi lõike rõngasliitmikud on juba aastaid praktikas edukalt kasutusel.
Need DIN EN ISO 8434-1 ja DIN 2353 standarditele vastavad hüdraulilise ühendustehnika komponendid tihendavad hüdraulikaroobe ja liitmike ühendusi oma geomeetrilise kuju tõttu lihtsalt, usaldusväärselt ja turvaliselt.
Kokkupanek, mis võib toimuda nii liitmikupesades kui ka spetsiaalsetes seadmetes, toimub ülekanne mutri pingutamise kaudu, mis liigutab lõikerõngast oma servadega aksiaalses suunas.
See edasiviimine, mis on täpselt määratletud kokkupaneku teel, tagab lõikeservade tungimise hüdraulikaroobi pinnasesse.
Eraldi koolitatud peatusserv takistab ülepingutamist, enne servadele tõusnud torumaterjal külmvalmistatakse.
Lõikerõnga välispinnad edastavad mõjuvaid jõude ühtlaselt kogu liitmiku tihendikoonusele; sisekontuur on kujundatud nii, et lõikerõngas on pingutatud ülekanne mutri ja liitmikupesa vahele.
See vedruefekt summutab vibratsiooni ja suurendab liitmiku turvalisust painutuskoormuste ja rõhuhäirete korral.
Kokkupaneku juhiste järgimisel on korduv kokkupanekud turvaliselt ja usaldusväärselt teostatavad. Elastomeertihendiga lõikerõngad töötavad sama funktsionaalsuse põhimõtte järgi, kuid on varustatud täiendavate elastomeertihenditega, et veelgi suurendada töökindlust.
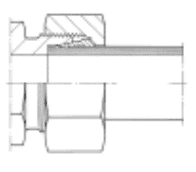
2. Bördelliitmikute ehitus ja funktsioon
HANSA-FLEX äärikuliitmikud pärinevad kõrgsurvevaldkonnast ja neid kasutatakse sageli rakendustes, mis on tugeva vibratsiooni all.
Need on loomulikult montaažitavad standardsete liitmikustutidega, kuid montaažiks tuleb toruots varustada standardse 37° äärikukoonusega.
Kogu toruliitmik koosneb liitmikustutist, O-rõngaga tihendatud vaheringist, rõngast ja üleva mutrist.
Tihendamine toimub liitmikupoolsel küljel vaheringi O-rõnga kaudu, samas kui standardina torupoolne tihendamine saavutatakse äärikukoonuse ja vaheringi metallpindade kaudu.
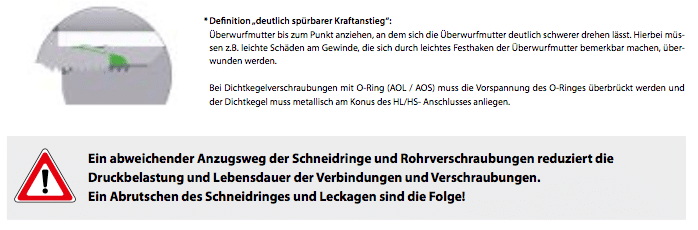
3. Construction and function of welding cone couplings
HANSA-FLEXi keevituskoonusliitmikud pakuvad veel ühte võimalust standardsete hüdraulikatorude ja liitmikupesade ühendamiseks:
O-rõngaga varustatud tihendikoonus on kujundatud nii, et see sobib täpselt liitmikupesa vastandosaga.
Enne keevitamist tuleb O-rõngas eemaldada ja võimalusel tekkivad keevituspallid tuleb O-rõnga soonest või armatuuriavast eemaldada.
4. Üldised märkused toruliitmike kohta
Kataloogis loetletud toruliitmikud on valmistatud vastavalt DIN 2353 ja DIN EN ISO 8434-1 ning on mõeldud hüdraulilise ühendustehnika rakenduseks.
HANSA-FLEX toruliitmike programm sisaldab mitmeid liitmike tüüpe, mis ületavad standardi nõudeid. Need erivormid, nagu näiteks toruliitmikud hüppemõõtudega, on kohandatud oma ühendusmõõtude osas vastava standardiga, tagades seeläbi vahetatavuse igal ajal.
Toruliitmikud on projekteeritud standardites näidatud tööpressuuride jaoks, osaliselt ületatakse standardi nõudeid.
Kuid meie toruliitmikud ohutu toimimine eeldab meie kaasasolevate paigaldusjuhiste täpset järgimist.
5. Materjalid
HANSA-FLEXi lõppkruvikud valmistatakse külmvaltsitud või sepistatud materjalist ning need vastavad toruliitmike tehnilistele tarnetingimustele vastavalt DIN 3859-1 ja ISO 8434-1 nõuetele.
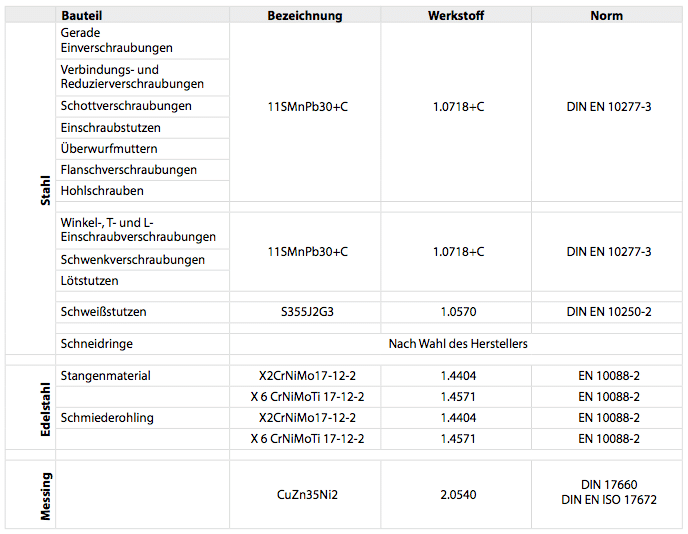
6. Pindade kaitse
Kere pindade, ülemutrite ja terasest lõike rõngaste pinnad on standardina kaitstud korrosiooni eest CrVI-vaba tsink-nikkel kattega vastavalt DIN EN 15205.
HANSA-FLEX keevitusliitmikud omavad fosfateeritud ja õlitatud pinda.
7. Normimine
Liitmikud
HANSA-FLEX toruliitmikud on DIN 2353 ja DIN EN ISO 8434-1 standardite kohased hüdraulilise ühendustehnika komponendid. Tellimuste puhul kasutatakse sageli ka standardnimetusi. Järgmine loetelu näitab erinevate nimetuste valikut:
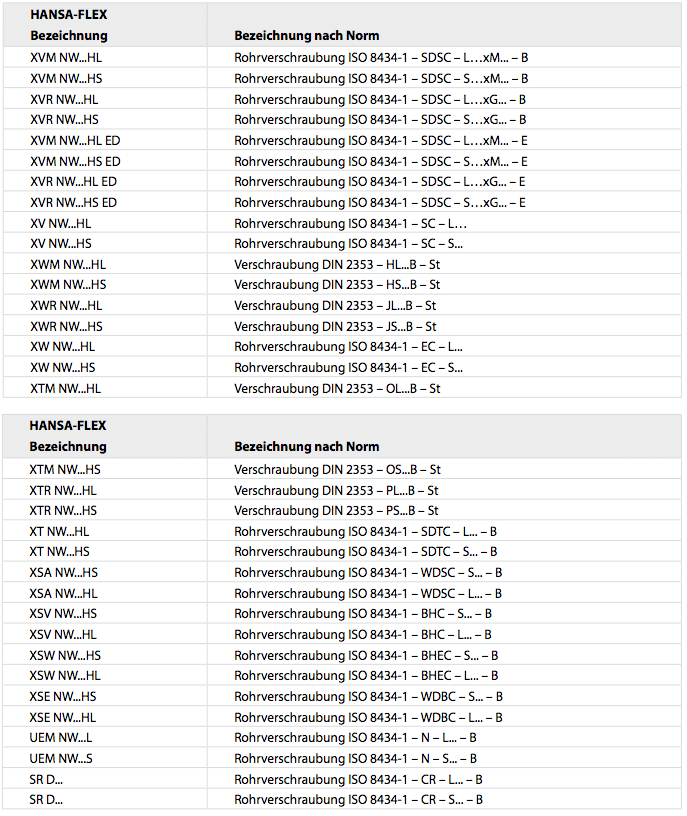
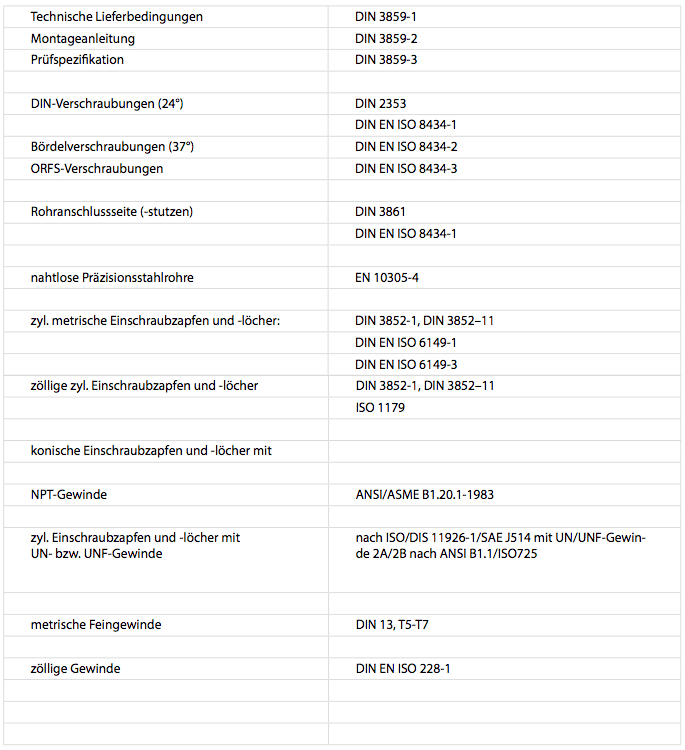
Olulised standardid toruliitmikute jaoks:
8. Working temperatures 24°-cut ring fittings
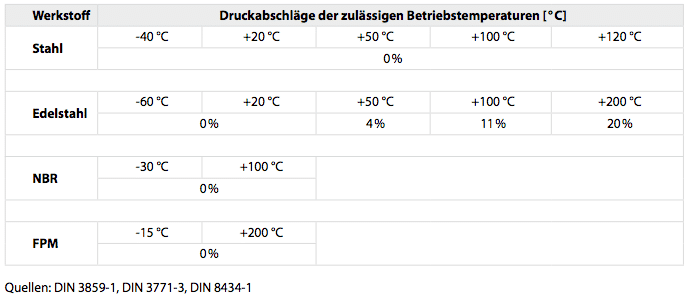
EXEMPPEL:
Roostevaba terasest ühendus
Rõhk: 400 bar
Temperatuur: 200 °C
→ Rõhu langus 20 % → Rõhu langus 80 bar (400 x 20 %) → Ühenduse rõhk = 400 – 80 = 320 bar
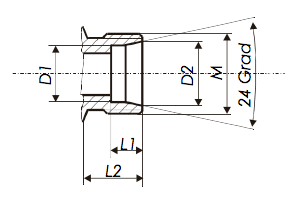
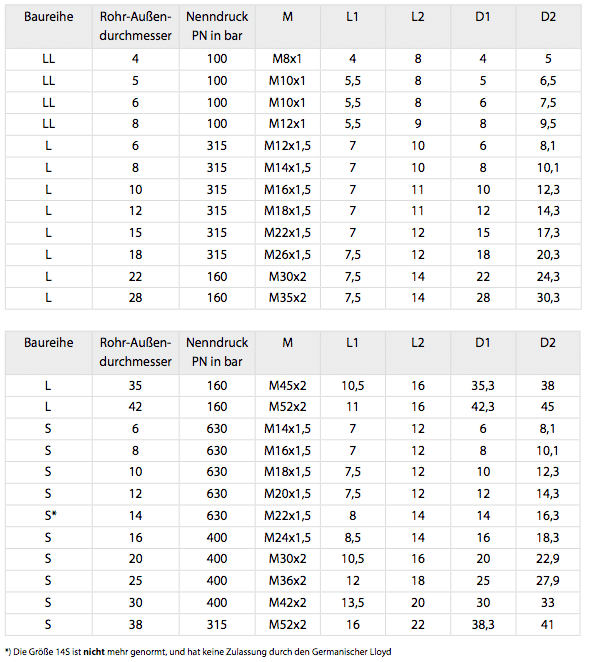
9. Töörõhk 24° lõike rõngaga liitmike jaoks
HANSA-FLEXi ühendusprogrammi on jagatud kolme seeriasse sõltuvalt rõhutasemest ja rakendusvaldkonnast:
LL: väga kerge seeria
L: kerge seeria
S: raske seeria
Sageli tuuakse ühenduste puhul välja nimirõhk PN. Nimirõhk PN on vaid tunnusnumber, mis teenib komponentide või seadmete tuvastamiseks või nimetamiseks. Nimetus PN on rahvusvaheliselt kasutusel.
HANSA-FLEXi lõike rõngasühendustel on nimirõhu PN korral 4-kordne ohutus. Äärikühendustel vastavalt ISO 8434-2 on samuti ohutusfaktor 4.
Siinkohal eeldatakse toruühenduse veatut paigaldust ning torustikusüsteemi korrektset paigaldamist.
HANSA-FLEXi lõike rõngasühendused on siiski konstrueeritud nii, et DIN EN ISO 8434-1 nõutud rõhutasemed ületatakse. Näidatud rõhupiirkonnad kehtivad ühendusvormi kohta.
Oluline on arvestada erinevate keermetüüpidega, mis võivad põhjustada kõrvalekaldeid.
Küsimuste korral palume pöörduda rakendustehnika osakonna poole.
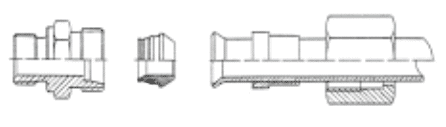
10. Toruliitmik ühendus lõikeringi kiirliitmikuga
HANSA-FLEX-i lõike rõngasliitmikute toru küljeühendus on standardiseeritud vastavalt DIN 3861, aukude vorm W või DIN EN ISO 8434-1 ning tagab seega vahetatavuse ka meetriliste liitmikega hüdraulikavoolikute jaoks:
11. Keermestatud poldid ja -augud HANSA-FLEXi lõhenemisseente liitmike jaoks
HANSA-FLEXi lõppliitmikud on saadaval mitmesuguste standardsete keermetega, võimaldades mitmeid rakendusi.
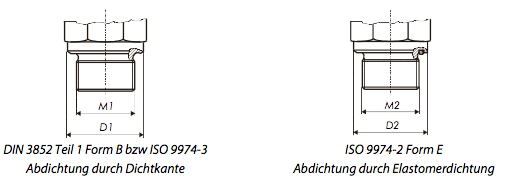
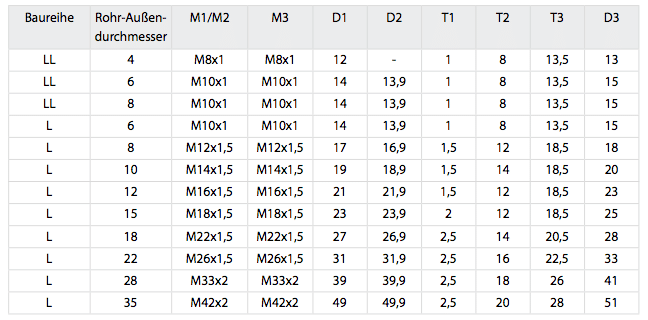
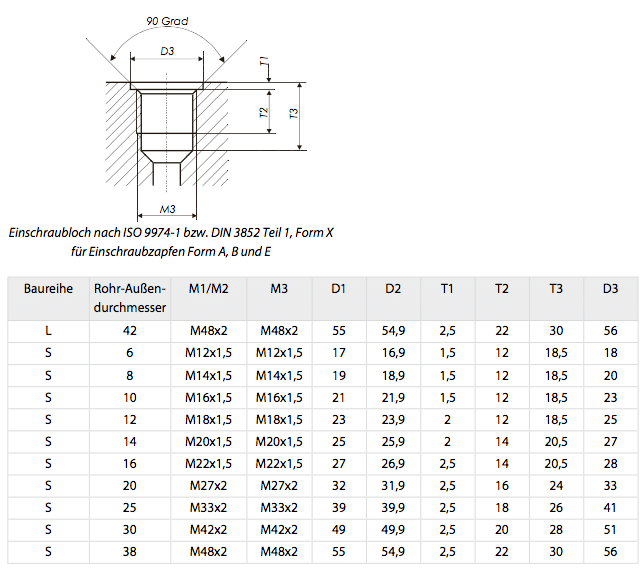
a) meetrilised keermed ja -avad vastavalt DIN 3852 osa 1, vorm B, ning ISO 9974-2 vorm E koos vastava keermetükiga vorm X
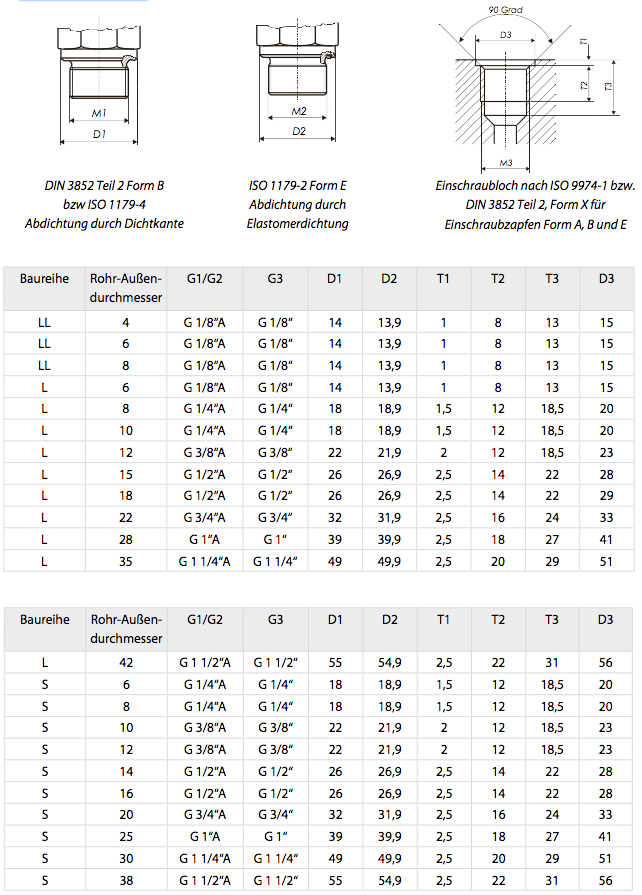
b) tollilised keermed ja -avad vastavalt DIN 3852 osa 2, vorm B, ning ISO 1179-2 vorm E koos vastava keermetükiga vorm X
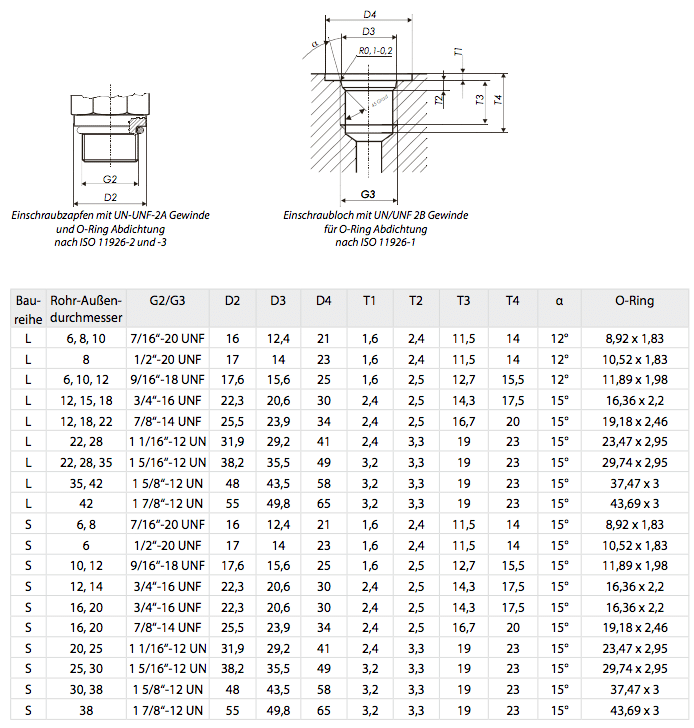
c) keermed ja -avad toruliitmike jaoks, millel on silindrilised Ameerika Ühendriikide keermetooted vastavalt ISO 11926-2/3
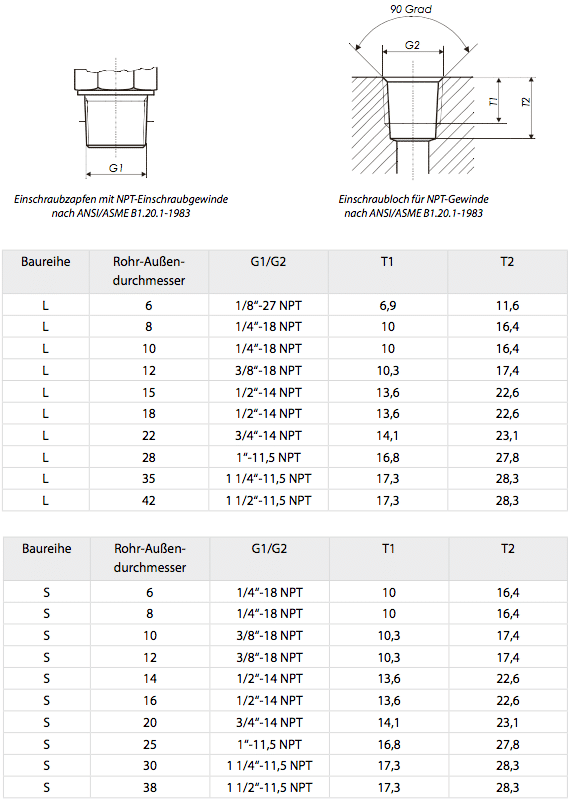
d) keermed ja -avad toruliitmike jaoks NPT-keermetega vastavalt ANSI/ASME B1.20.1-1983
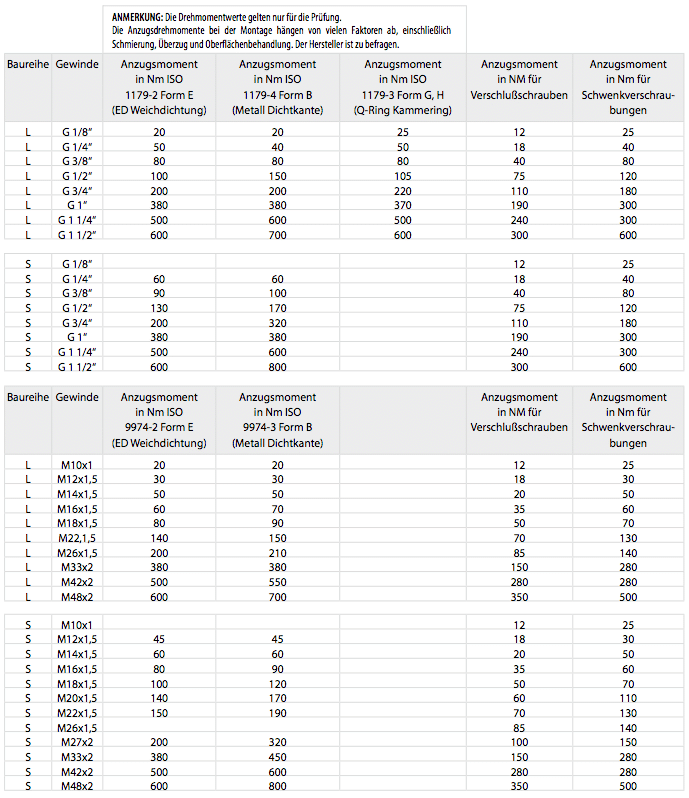
12. HANSA-FLEX lõikerõngasliitmike sissekeeratavate tappide pingutusmomendid
Järgnevalt loetletud pingutusmomendid kehtivad terasest toruühendustele, millel on keermestatud ots, sulgemiskruvidele ning pöörlevatele ühendustele, kõik HANSA-FLEX CrVI-vabad tsink-nikkel pinnakattega ja sama materjalist vastaskehaga.
Pingutusmomendid roostevabast terasest ühendustele või UN/UNF keermetega ühendustele on saadaval soovi korral.
Optimaalse tihenduse saavutamiseks peavad koonusjad keermestatud otsad olema varustatud täiendava tihendusmaterjaliga, nagu näiteks Teflonlint.
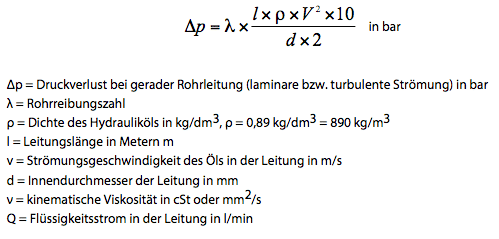
13. Torujuhtmete rõhukaotuse määramine
Hüdraulilistes torustiksüsteemides võivad paratamatult esineda rõhukaod, mis võivad olla kas mõõtetehniliselt või arvutuslikult fikseeritud.
Nende kadude täpne arvutuslik määramine on võimalik ainult märkimisväärse vaeva korral, kuid siin antakse mõned lihtsad võrrandid rõhukadude umbkaudseks määramiseks sirgetes torustikes või ühendustes.
Rõhukaod, st voolutakistus, torustikus sõltuvad toru siseläbimõõdust, voolukiirusest ja hüdraulikaõli omadustest (tihedus ja viskoossus).
Rõhukadusid põhjustab nn vedeliku hõõrdumine, st õli hõõrdumine toru seintel ja vedeliku sisemine hõõrdumine.
Teatud kiirusest alates muutub õli vool laminaarsest turbulentsseks vooluks. Turbulentsed voolud põhjustavad süsteemis suurenenud soojuse teket ja toovad kaasa rõhu- ja võimsuskadusid.

Voolu käitumist iseloomustab ka nn Reynoldsi arv Re.
Kui see arv Re ületab teatud väärtuse, muutub õli laminaarne vool turbulentsseks vooluks.
Torustikes püütakse saavutada laminaarset voolu. Ventilites, kiirliitmikes ja kuulventiilides esineb enamasti turbulentsed voolud.
Rõhukadusid sirgetes torustikes saab umbkaudselt määrata järgmiste võrrandite abil:
Kokkupaneku juhend lõike O-rõngas/toru liitmik
Täieliku lõike O-rõngasmontaaži jaoks tohib kasutada ainult montaažistutte, millel on vastav sügavusmõõt T!
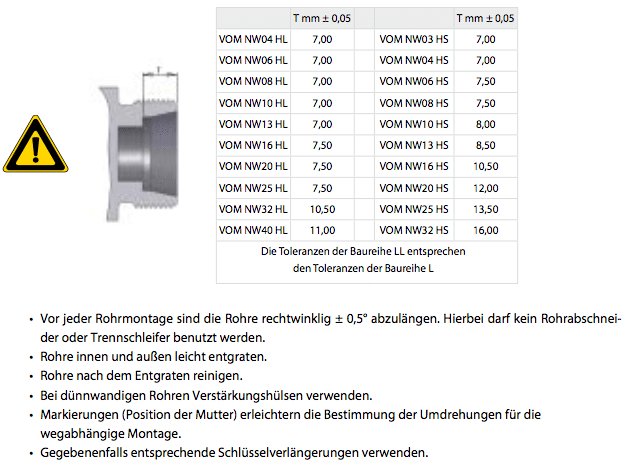
1. Täielik lõike O-rõngasmontaaž karastatud montaažikohas (VONMNW)
SISSEJUHATUS
See juhend kirjeldab lõppmontaaži lõike rõngale (SRD) torul montaažistendis (VOMNW…). See ei ole eelmontaaž!
VALMISTAMINE
- Montaažistendi keermed ja koonus ning ülekruvi keermed kergelt õlitada.
- Ülekruvi ja lõikerõngas torule libistada, jälgides lõikerõnga õiget asendit, lõike servad peavad olema toru otsa suunatud, vastasel juhul toimub vale montaaž.
LÕIKERÕNGA MONTAAŽ
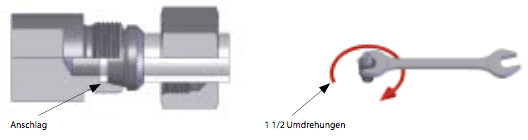
- Ülekruvi kuni selgelt tuntava jõu tõusuni* kinni keerata, samal ajal toru kindlalt montaažistendi piiri vastu suruda, vastasel juhul ei toimu toru lõikamist. Toru ei tohi montaaži ajal pöörata.
- Ülekruvi 1 1/2 pöördega võtmega kinni keerata.
KONTROLL
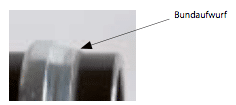
Toru või ühendus lahti võtta ja kontrollida, kas enne esimest (eesmist) lõike on selgelt nähtav rõngas olemas. Sel juhul võib lõikerõngas pöörata, kuid telgsuunas ei tohi see liikuda.
KORDUSMONTAAŽ
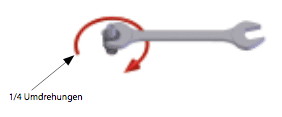
- Ülekruvi keermed ja ühenduskeermed õlitada. Ülekruvi kuni selgelt tuntava jõu tõusuni* ühenduskehale kindlalt kinni keerata. Ülekruvi ühendusel või torul maksimaalselt 1/4 pöördega võtmega edasi keerata (pingutada / tihendada).
Montaažistendi koonus allub tavapärasele kulumisele ja peab regulaarselt koonusmõõturitega kontrollima.
* Määratlus „selgelt tuntav jõu tõus“:
Ülekruvi kuni punktini, kus ülekruvi keeramine muutub selgelt raskemaks. Sel juhul tuleb ületada näiteks kerged kahjustused keermes, mis avalduvad ülekruvi kerge takerdumise kaudu. O-rõngaga tihendite (AOL / AOS) puhul peab O-rõnga eelpinget ületama ja tihendikoonus peab metalliliselt HL/HS-ühenduse koonusel toetuma.
2. Täielik lõike O-rõngaste paigaldamine keermestatud liitmike kasutamisel
SISSEJUHATUS
See juhend kirjeldab lõppmontaaži lõike rõngast (SRD) torul toruühenduse liitmikul. See ei ole eelmise montaaži juhend!
ETTEVALMISTUS
- Keermed ja koonus ühenduse liitmikul ning ülekuulutuse mutri keermed kergelt õlitada.
- Ülekuulutuse mutter ja lõikerõngas torule libistada, jälgides lõikerõnga õiget asendit, lõike servad peavad olema suunatud toru otsa, vastasel juhul toimub vale montaaž.
LÕIKERÕNGA MONTAAŽ
- Ülekuulutuse mutter pingutada kuni selgelt tuntava jõu tõusuni*, samal ajal suruda toru kindlalt montaažiliitmikule, vastasel juhul ei toimu toru lõikamist. Toru ei tohi montaaži ajal pöörata.
- Ülekuulutuse mutter 1 1/2 pöördega võtmega pingutada. Samal ajal hoida ühenduse liitmikku võtmega.
KONTROLL
Toru demonteerida ja kontrollida, kas enne esimest (eesmist) lõiget on selgelt nähtav rõngas olemas. Sel juhul võib lõikerõngas pöörata, kuid telgsuunas ei tohi see liikuda.
KORDUSMONTAAŽ
- Ülekuulutuse mutri, lõikerõnga ja ühenduse liitmikku keermed õlitada. Ülekuulutuse mutter pingutada kuni selgelt tuntava jõu tõusuni* ühenduse korpuses. Ülekuulutuse mutrit ühenduses või torus maksimaalselt 1/4 pöördega võtmega edasi keerata (pingutamine / tihendamine)
Iga ühenduse liitmik tuleks kasutada ainult üks kord lõikerõnga montaažiks torul, iga järgmine kasutamine võib funktsiooni kahjustada. Alates toru läbimõõdust 30 mm soovitame montaaži teostada tööpingis.
* Määratlus „selgelt tuntav jõu tõus“:
Ülekuulutuse mutter pingutada punktini, kus ülekuulutuse mutter muutub selgelt raskemaks keerata. Sel juhul tuleb ületada näiteks kerged kahjustused keermes, mis avalduvad ülekuulutuse mutri kerge takerdumise kaudu. Tihendkoonusliitmikute puhul O-rõngaga (AOL / AOS) tuleb O-rõnga eelpinget ületada ja tihendkoonus peab metalliliselt HL/HS ühenduse koonusel olema.
3. Vormontaaž montaaži- või kruviliitmikus
SISSEJUHATUS
See juhend kirjeldab lõike rõnga (SRD) eelmise paigaldamise protsessi torule toruühenduse liitmikus või paigaldusliitmikus. See juhend kirjeldab lõike rõnga (SRD) eelmise paigaldamise protsessi torule toruühenduse liitmikus või paigaldusliitmikus.
VALMISTAMINE
Keermed ja koonus ühendusliitmikus ning ülekruvi keermed tuleb kergelt õlitada.
Ülekruvi ja lõike rõngas tuleb torule libistada, jälgides lõike rõnga õiget asendit, lõike servad peavad olema suunatud toru otsa poole, vastasel juhul toimub vale paigaldamine.
LÕIKE RÕNGA PAIGALDAMINE
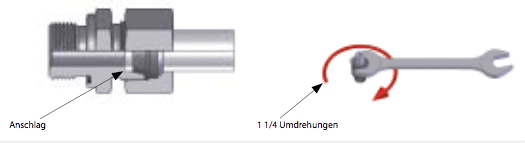
- Ülekruvi tuleb kinni keerata kuni selgelt tuntava jõu tõusuni*, samal ajal tuleb toru kindlalt suruda piiri vastu ühendusliitmikus, vastasel juhul ei toimu toru lõikamist. Toru ei tohi paigaldamise ajal pöörata.
- Ülekruvi tuleb 1 1/4 pöördega võtmega kinni keerata. Samal ajal tuleb ühendusliitmikku võtmega vastu hoida.
KONTROLL
Toru tuleb demonteerida ja kontrollida, kas enne esimest (eesmist) lõike on selgelt nähtav rõngas olemas. Sel juhul võib lõike rõngas pöörata, kuid telgsuunas ei tohi see liikuda.
* Määratlus „selgelt tuntav jõu tõus“:
Ülekruvi tuleb kinni keerata punktini, kus ülekruvi pööramine muutub selgelt raskemaks. Sel juhul tuleb näiteks ülekruvi kergest takerdumisest tingitud kergeid kahjustusi ületada.
O-rõngaga (AOL / AOS) tihendliitmete puhul tuleb O-rõnga eelpinget ületada ja tihendliitme koonus peab metalliliselt HL/HS-ühenduse koonusel olema.
4. Tehases eelmontitud liitmike lõppmontaaž liitmiku pesas
- Nende ühenduste puhul on lõike rõngas tehases juba eelnevalt pandud kokku.
- Kontrollige, et olemasolev lõikerõngas oleks õigesti paigaldatud, korralikult istuks ja äärik oleks nõuetekohaselt kinnitatud.
- Kruvi mutri, lõike rõnga ja ühendusstutši keermed määrige õliga.
- Kruvi mutrit kuni selgelt tuntava jõu suurenemiseni*.
- Kruvi mutrit 1/4 pöörde võrra, hoides ühendusstutši võtmega vastu.
Soovitame kasutada HANSA-FLEX 24° tihendkegelühendusi.
5. 24° tihendkegeliliitmike (AOL/AOS) montaaž
- Keermest ja koonusest kinnituse keermed ning ülemise mutri keermed kergelt õlitada.
- Kinnituskere (tihendikoonus) asetada otse kinnitusele.
- Ülemist mutrit tihendikoonuskinnituses keerata kuni selgelt tuntava jõu suurenemiseni*
- kinnituskere peale kindlalt.
- Ülemist mutrit tihendikoonuskinnituses või toru maksimaalselt 1/4 pöörde võrra
- võtmega edasi keerata (pingutamine / tihendamine).
* Määratlus „selgelt tuntav jõu suurenemine“:
Ülemist mutrit kuni punktini pingutada, kus ülemine mutter muutub selgelt raskemaks keerata. Sellega tuleb ületada näiteks kergeid kahjustusi keermes, mis avalduvad ülemise mutri kerge takerdumise kaudu.
Tihendikoonuskinnitustes O-rõngiga (AOL / AOS) tuleb O-rõnga eelpinget ületada ja tihendikoonus peab metalliliselt HL/HS-ühenduse koonusel toetuma.
6. Montaaž karastatud montaažitugedes (VOMNW...) roostevabast terasest
SISSEJUHATUS
See juhend kirjeldab lõike rõnga (SRD…VA) eelmise kokkupaneku roostevabast terasest torule montaažikohas ja lõike rõnga lõppkokkupanekut ühenduskehas.
VALMISTAMINE
- Montaažikoha keermed ja koonus ning ülevaatusmutri keermed tuleb HANSA-FLEX montaažipastaga määrida.
- Ülevaatusmuter ja lõike rõngas tuleb torule libistada, jälgides lõike rõnga õiget asendit, lõike servad peavad olema suunatud toru otsa poole, vastasel juhul toimub vale kokkupanek.
LÕIKERÕNGA KOKKUPANEK
- Ülevaatusmutrit tuleb pingutada kuni selgelt tuntava jõu tõusuni*, samal ajal tuleb toru tugevalt montaažikohas piiri vastu suruda, vastasel juhul ei toimu toru lõikamist.
- Ülevaatusmutrit tuleb 1 1/4 pöördega võtmega pingutada.
KONTROLL
- Toru või ühendus tuleb demonteerida ja kontrollida, kas enne esimest (eesmist) lõike on selgelt nähtav rõngas olemas. Sel juhul võib lõike rõngas pöörata, kuid mitte aksiaalselt liikuda.
LÕPPKOKKUPANEK
- Ülevaatusmutri keermed ja ühenduskoha keermed tuleb HANSA-FLEX montaažipastaga määrida. Ülevaatusmutrit tuleb pingutada kuni selgelt tuntava jõu tõusuni* ühenduskehas. Ülevaatusmutrit tuleb umbes 1/2 pöördega võtmega edasi keerata.
KORDUV KOKKUPANEK
Ülevaatusmutri keermed ja ühenduskoha keermed tuleb HANSA-FLEX montaažipastaga määrida. Ülevaatusmutrit tuleb pingutada kuni selgelt tuntava jõu tõusuni* ühenduskehas. Ülevaatusmutrit või toru tuleb umbes 1/4 pöördega võtmega edasi keerata (pingutamine / tihendamine).
Montaažikoha koonused alluvad tavapärasele kulumisele ja neid tuleb regulaarselt koonusmõõturitega kontrollida. Iga ühenduskoht tuleks kasutada ainult üks kord lõppkokkupanekuks torul, iga järgmine kasutamine võib funktsiooni kahjustada.
Eelmise kokkupaneku tegemine ühenduskoha sees ei ole lubatud!
* Määratlus „selgelt tuntav jõu tõus“:
Ülevaatusmutrit tuleb pingutada punktini, kus ülevaatusmutrit on selgelt raskem keerata. Sel juhul tuleb näiteks ületada kerged kahjustused keermes, mis avalduvad ülevaatusmutri kerge takerdumise kaudu.
O-rõngaga tihendkoonusühenduste (AOL / AOS) puhul tuleb O-rõnga eelpinget ületada ja tihendkoonus peab metalliliselt HL/HS-ühenduse koonusel olema.
7. Tehases eelmontitud roostevabade kruvikomplektide valmis monteerimine kruvikomplekti pesas
- Bei diesen Verschraubungen ist der Schneidring werksseitig schon vormontiert.
- Richtige Lage, Sitz und Bundaufwurf des bereits vorhandenen Schneidringes kontrollieren.
- Gewinde der Überwurfmutter, Schneidring und Gewinde des Verschraubungsstutzens mit HANSA-FLEX Montagepaste einfetten.
- Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* festschrauben.
- Überwurfmutter ca. 1/2 Umdrehung anziehen, hierbei Verschraubungsstutzen mit Schlüssel gegenhalten.
Wir empfehlen auf HANSA-FLEX Dichtkegelverschraubungen auszuweichen.

* Definition „deutlich spürbarer Kraftanstieg“:
Überwurfmutter bis zum Punkt anziehen, an dem sich die Überwurfmutter deutlich schwerer drehen lässt. Hierbei müssen z.B. leichte Schäden am Gewinde, die sich durch leichtes Festhaken der Überwurfmutter bemerkbar machen, überwunden werden.
Bei Dichtkegelverschraubungen mit O-Ring (AOL / AOS) muss die Vorspannung des O-Ringes überbrückt werden und der Dichtkegel muss metallisch am Konus des HL/HS- Anschlusses anliegen.
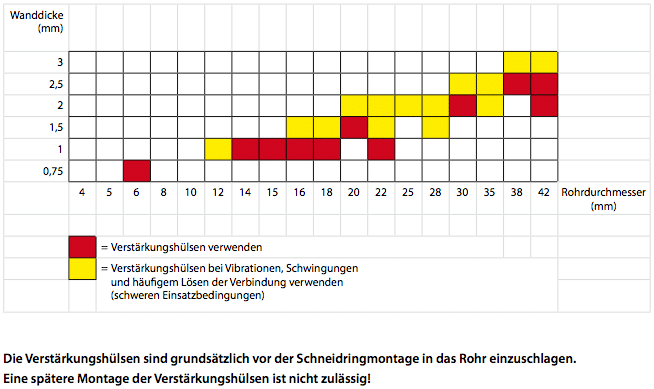
8. Õige tugevdamiskatte valik õhukeste teras- ja roostevabast terasest torude puhul
HANSA-FLEX nimetused
VSH..ID
VSH..IDVA
9. SRWD..VI tihenduse paigaldamine
- SRWD..VI pehme tihendi paigaldamine eeldab lõikerõnga õiget paigaldamist.
- Torustik demonteerida ja kontrollida, kas enne esimest (eesmist)
lõiget on selgelt nähtav äär. - SRWD..VI pehme tihend lõike rõnga peale libistada.
- Üleheitmutrit kuni selgelt tuntava jõu tõusuni* keermestatud keha
kindlalt kinni keerata.
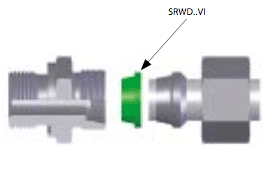
a) Täielikult paigaldatud lõike rõngas: Üleheitmutrit keermestatud keha või toru umbes 30° kuni 60° edasi keerata (pingutamine / tihendamine).
b) Eelpaigaldatud lõike rõngas: Üleheitmutrit keermestatud keha või toru eelpaigaldatud lõike rõngaste puhul 1/4 pöörde võrra edasi keerata.
- Iga demonteerimise või uuesti paigaldamise puhul soovitame SRWD..VI pehme tihendi vahetamist