Tihendustehnika
Tööstuslik teave tihendustehnoloogia kohta
Paigaldusjuhised
1.1 VARRE TIHENDID JA KRAAPRID
Pinna viimistlus
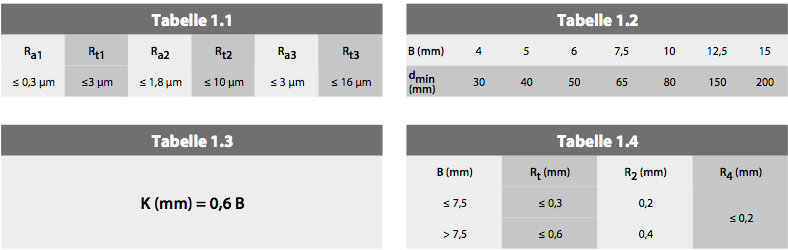
Tabelis 1.1 toodud kareduse väärtusi tuleb jälgida nii Ra kui ka Rt vahemikes.
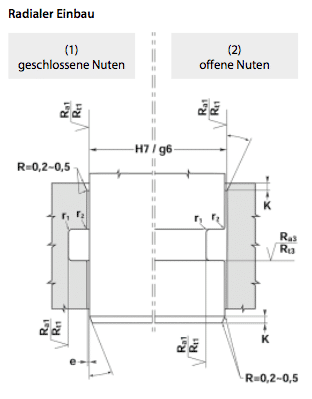
Avatud või suletud sooned
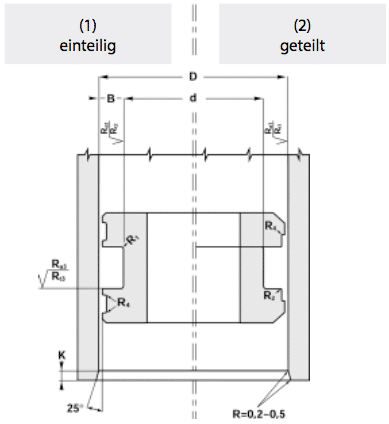
Tabelit 1.2 saab kasutada selleks, et määrata, kas paigaldamine suletud soonde (1) on võimalik. Antud ristlõike B puhul soovitame paigaldada avatud soonde (2), kui varre diameeter on väiksem kui minimaalne diameeter (dmin).
Kalded
Tabel 1.3 määrab kalde pikkused K, mida tuleb järgida.
Raadiused
Teravaid servi tuleb vältida. Tabel 1.4 loetleb raadiused, mida tuleb järgida.
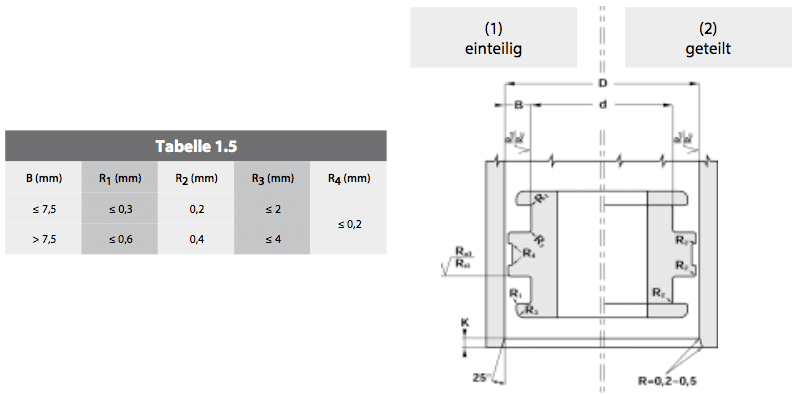
1.2 PISTONI TIHENDID JA JUHTRÕNGAD
Pinna viimistlus
Tabelis 1.1 toodud kareduse väärtusi tuleb jälgida nii Ra kui ka Rt vahemikes.
Üheosaline või mitmeosaline kolb
Iga tihendi profiili puhul vaata käesolevas kataloogis jaotist “Paigaldamine” vastava tihendi kohta.
Kalded
Tabel 1.3 määrab kalde pikkused K, mida tuleb järgida.
Raadiused
Teravaid servi tuleb vältida. Tabel 1.5 loetleb raadiused, mida tuleb järgida.
2. Kokkupanek õigesti
Kui hüdraulikatihendid ei ole õigesti paigaldatud, võivad tihendi kahjustused põhjustada mitmeid probleeme. Allpool leiad olulised näpunäited nende probleemide vältimiseks:
- Kontrolli soonte diameetreid, tolerantsusi, pinnaviimistlust ja faase, kasutades selle kataloogi andmeid.
- Kokkupaneku ajal ei tohi tihend puutuda kokku teravate servade, puuritavate aukude ega keermetega.
- Kõik metallosad peavad olema täiesti puhtad, ilma laastude, keevituspritsmete ja defektideta.
- Kõik tihendid tuleb enne paigaldamist määrida sama vedelikuga, mida kasutatakse hüdraulikas, või ühilduva vedelikuga.
- Ära kasuta paigaldamiseks terava servaga tööriistu. Ära deformeeri tihendeid pikema aja jooksul.
- Lõpuks veendu, et tihend on paigaldatud õiges suunas rõhu suhtes ning kõik muud osad on õigesti paigaldatud.
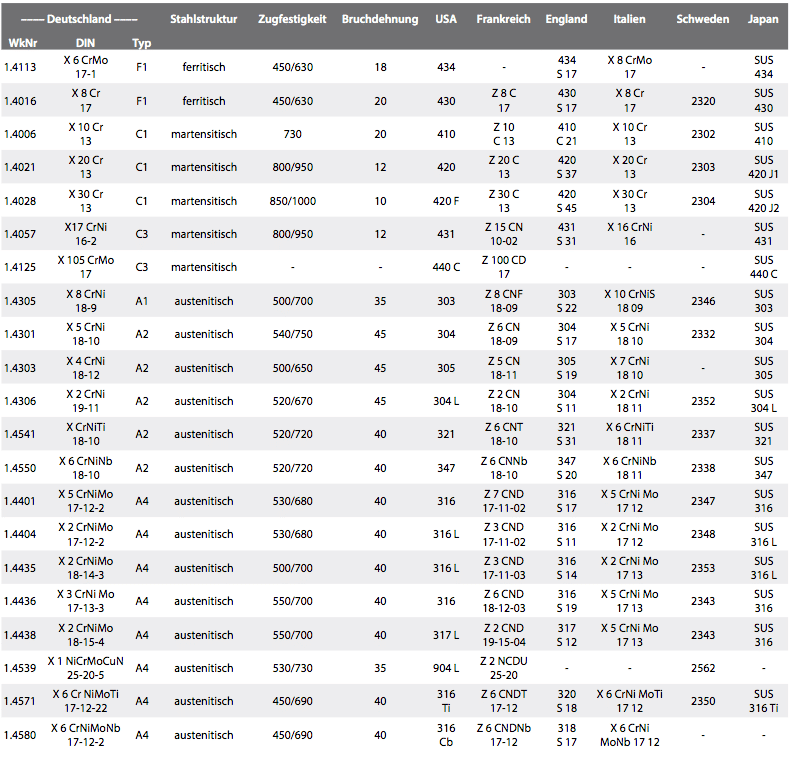
Korrosioonikindlate teraste rahvusvaheline võrdlustabel
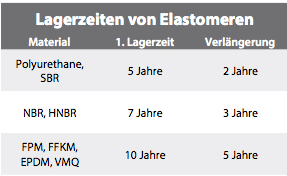
Elastomeeride ladustamistingimused
- Max. 25 °C
- Läheduses ei tohi olla otseseid soojusallikaid
- Ei tohi hoida otsese päikesevalguse käes
- Paigalda madala UV-kiirgusega valgustus
- Max. 60 % suhteline niiskus – väldi kondenseerumist
- Ei tohi olla ioniseerivat kiirgust ega osooni, nt keevitamisest
- Hoia PE-kottides või originaalpakendis
- Ära hoia rippuvas asendis, nt konksudel jne.
ESIALGSE HOOLDUSPERIOODI JÄRGNE KONTROLL
Visuaalne kontroll:
- Deformatsioonid, lõiked, praod pinnal (kasuta 10× suurendust)
- Kõvenemine, pehmenemine, värvimuutus, saastumine
- Püsivad deformatsioonid, kortsud, lamedad kohad
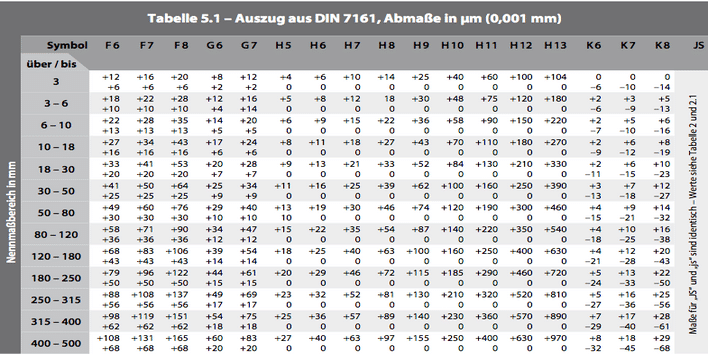
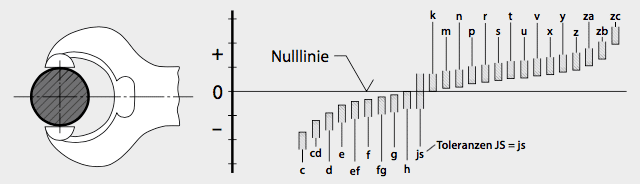
5. Tolerantsid ja sobivused
ISO tolerantside sobivustabel – põhiava- ja põhivarresüsteem vastavalt ISO 286.
Varraste nimimõõdud vastavad DIN 7160, avade omad DIN 7161.
AVADE JA VARRASTE MÕÕDUD

ISO süsteemi tolerantsid ja sobivused kehtivad kõigile lineaarsetele mõõtmetele, nagu välimised, sisemised ja läbimõõdulised suurused, pikkus, laius, kõrgus ja paksus. Kõik mõõdud on antud temperatuuril 20 °C.
Tabelid 5.1, 5.2 ja 5.3 toovad välja valiku tõestatud tolerantsidest tööriistade ja vormide valmistamiseks, mida eelistatult kasutatakse ka HASCO standardosade puhul. Need tolerantsid on esitatud meie tehnilistes dokumentides täpse teostuse näitamiseks ning on kasulikud ka paljudes teistes valdkondades.
SISEMÕÕTME TOLERANTSID (AVAD)
VÄLISMÕÕTME TOLERANTSID (VARRASTE)
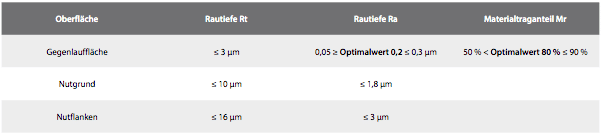
Paigaldusruumide pinnaparameetrid
Tüüpilised nõuded tihendite paigaldusruumidele
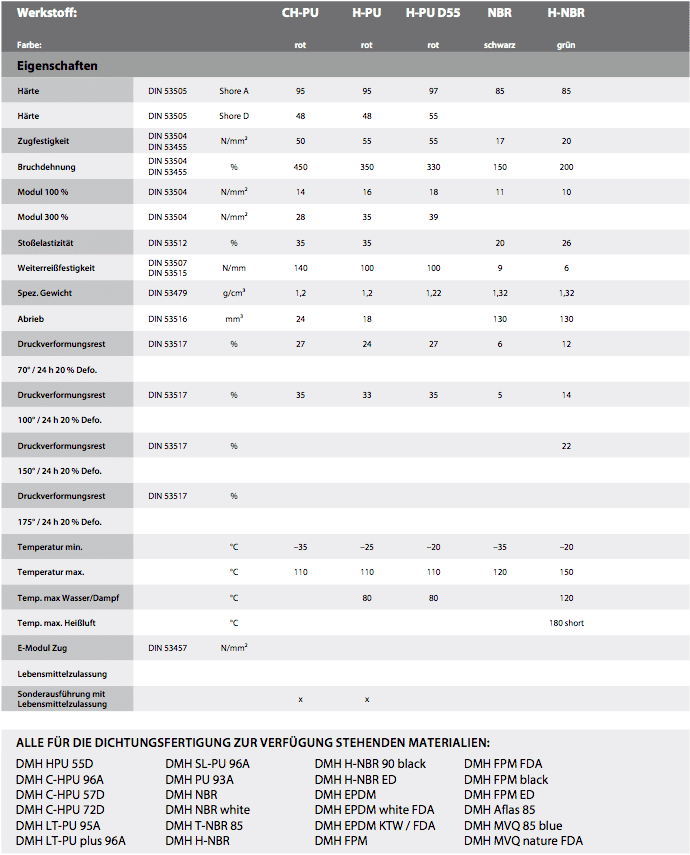
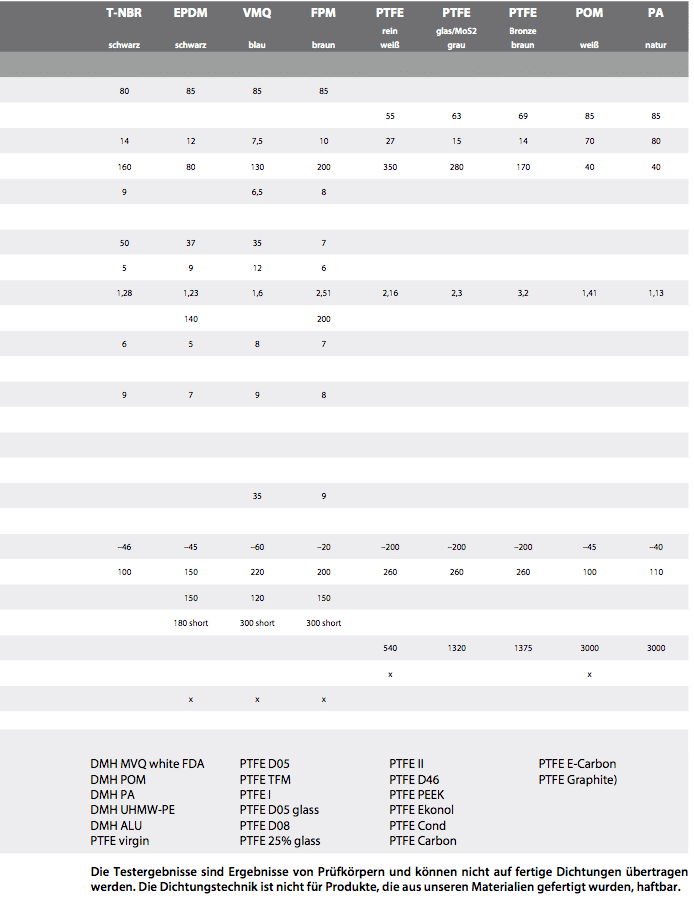
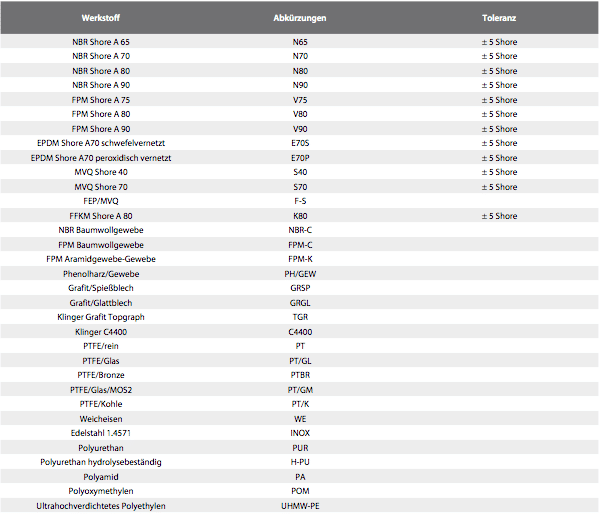
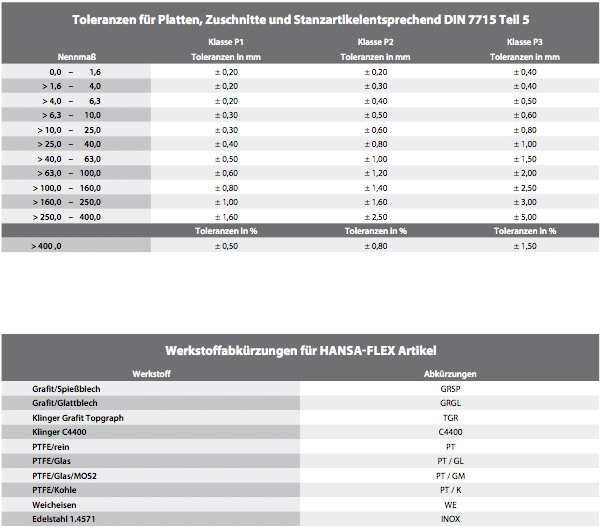
Materjalide lühendid HF tihendite jaoks
8. Ülemikud
8.1 Üldine
Tehnilised andmed
Kasutamise hõlbustamiseks selgitame esmalt mõningaid olulisi tehnilisi andmeid. Oletame, et sul on bushing, mille sisemõõt on d ja laius L.
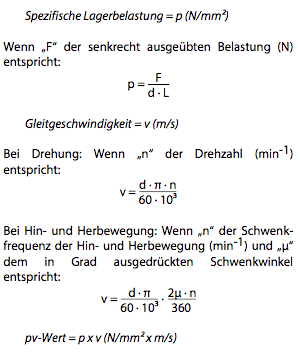
Teenuse elu arvutamine
Teenuse elu sõltub konkreetsetest kandekoormustest, libisemiskiirusest, töötemperatuurist ja telje materjalist (pinna viimistlus ja kõvadus). Soovi korral saame pakkuda elu arvutust, mis on siiski vaid suunav väärtus.
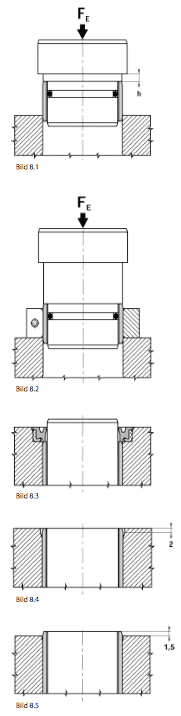
Bushingute paigaldamine
Bushingute puhul, mille välimõõt on kuni 50 mm, kasuta põhimeetodit, nagu on näidatud joonisel 8.1. Korpuse pinda töödeldes kõrgusele h saad bushingu täpselt vajutada sügavusele h.
OD > 50 mm puhul kasuta abirõngast, nagu on näidatud joonisel 8.2. Soovi korral arvutame sisestusjõu FE.
Paigaldamise põhimõte
Soovitame kaitsta bushinguid tihenditega tüüpi SWP või radiaalsete telje tihenditega (joonisel 8.3), et vältida saastumist. Stressikontsentratsioonide vältimiseks bushingu servades töötle faasid või lase bushingul välja ulatuda (joonised 8.4 & 8.5).
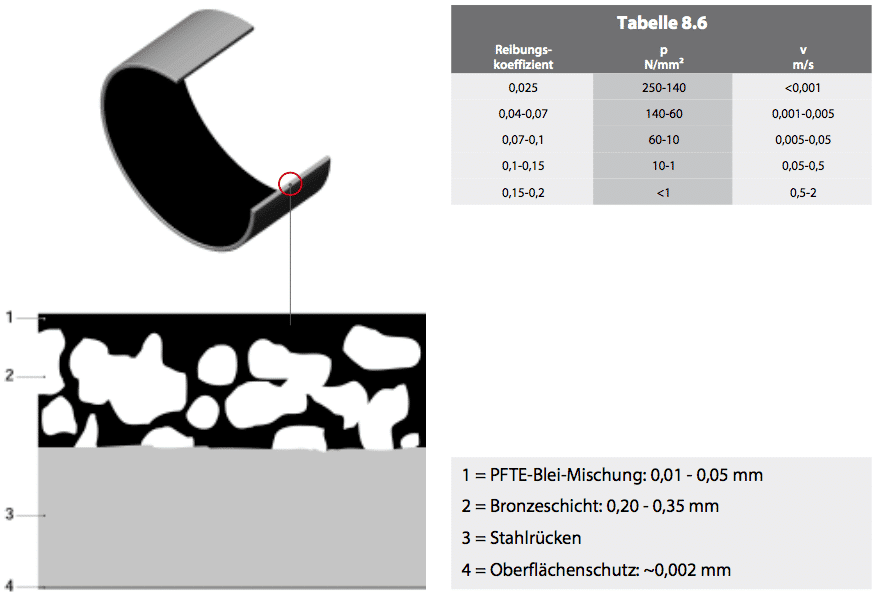
8.2 Hooldusvabad bushingud – tüüp BK‑1
Konstruktsioon
BK‑1 koosneb terasest alusest (3), millele on sinterdatud poorne pronksikiht (2). PTFE‑plii segu (1) rullitakse seejärel pronksi sisse. Terasest alus on korrosioonikaitseks kaetud tina- või vaskkattega (4).
Omadused
- Sobib kuivaks töötamiseks ja hooldusvabaks kasutamiseks
- Summutab müra ja vibratsiooni
- Hüdrodünaamiline töö võimalik
- Kõrge lubatud koormus
- Hea keemiline vastupidavus
- Soovitatav hõõrdkäitumine – ei esine kleepumist
- Lai temperatuurivahemik
- Kõrge libisemiskiirus
- Ei ima vett
- Minimaalne mäng töö ajal
- Väga ruumisäästlik
Rakendused
BK‑1 sobib translatsiooniliste, pöörlevate ja võnkuvate liikumiste jaoks.
Rakenduse näited
- Varre juhikud pneumaatilistele ja hüdraulilistele silindritele
- Pneumaatiliste ja hüdrauliliste silindrite silmad
- Konveierid, tekstiilimasinad, autod jne
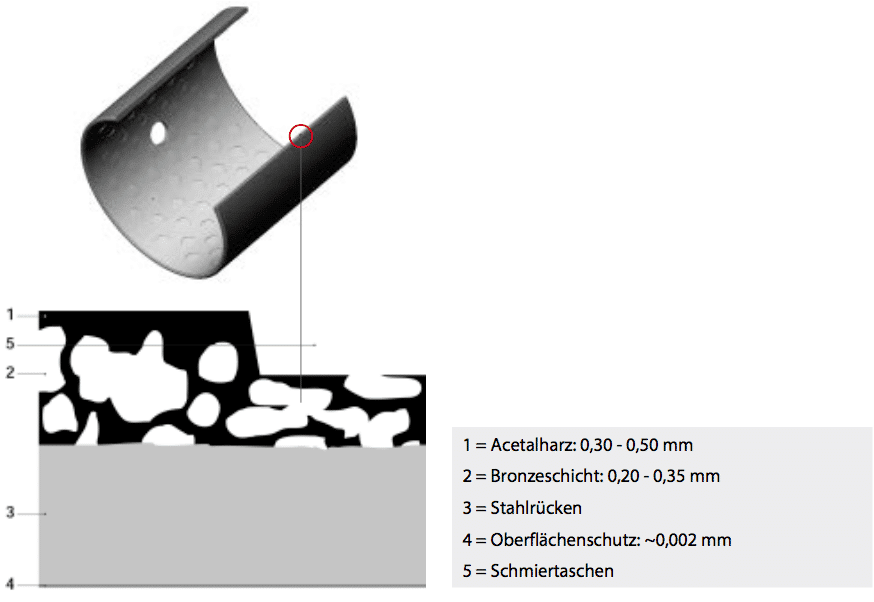
8.3 Taasõlitavad bushingud – tüüp BK‑2
Konstruktsioon
BK‑2-l on terasest alus (3), millele on sinterdatud poorne pronksikiht (2), kuhu on rullitud atsetaalvaik POM (1). Alus on kaetud tinaga või vaskkattega (4). Libisemiskihis on pressitud õlitaskud (5).
Omadused
- Hooldusvaba töö
- Summutab müra ja vibratsiooni
- Võimalik taasõlitada
- Hüdrodünaamiline töö võimalik
- Kõrge lubatud koormus
- Hea hõõrdkäitumine
- Kõrge libisemiskiirus
- Ei ima vett
- Ideaalne, kui pideva õlikihi saavutamine on keeruline
- Minimaalne mäng töö ajal
- Väga ruumisäästlik
Rakendused
BK‑2 sobib pöörlevate ja võnkuvate liikumiste jaoks. Soovitame algset määrdekoormust; pidev määrimine pikendab oluliselt teenuse eluiga.
Rakenduse näited
- Pneumaatiliste ja hüdrauliliste silindrite silmad
- Põllumajandustehnika
- Massmaterjalide konveierid
- Ehitusmasinad jne
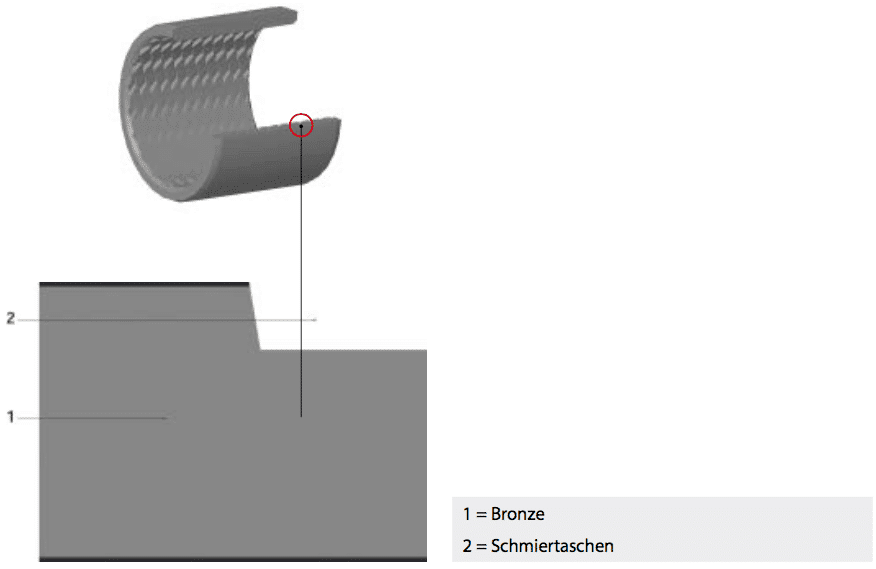
8.4 Pronksbushingud – tüüp BK090
Konstruktsioon
BK090 on valmistatud täielikult CuSn8 pronksist, kalibreeritud ja rullitud ribadest. Kogu libisemispind sisaldab teemantkujuga õlitaskuid, mis toimivad reservuaaridena ning vabastavad määrdeainet töö ajal järk-järgult. Tagage õlitamisava taasõlitamiseks.
Omadused
- Hooldusvaba töö
- Taasõlitav
- Sobib määrdunud keskkondadesse
- Šoki- ja vibratsioonikindel
- Kõrge lubatud koormus
- Hea hõõrdkäitumine
- Ei ima vett
- Minimaalne mäng töö ajal
- Väga ruumisäästlik
Rakendused
BK090 sobib pöörlevate ja võnkuvate liikumiste jaoks. Soovitame algset määrdekoormust; pidev määrimine pikendab oluliselt teenuse eluiga.
Rakenduse näited
- Hüdrauliliste silindrite silmad
- Metsandustehnika
- Põllumajandustehnika
- Tõstmis- ja konveierisüsteemid
- Ehitusmasinad jne
9. O-rõngad
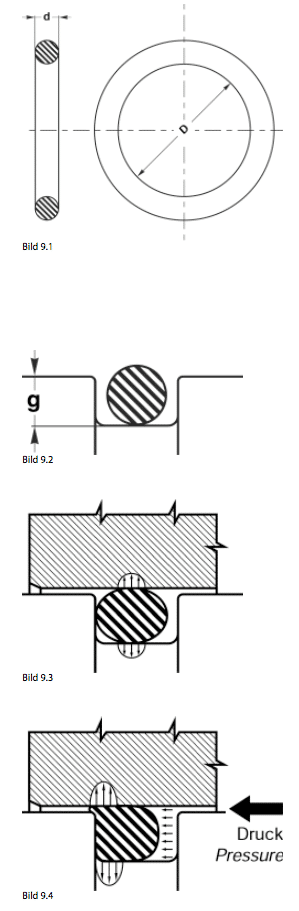
9.1 O‑RÕNGASTE KIRJELDUS
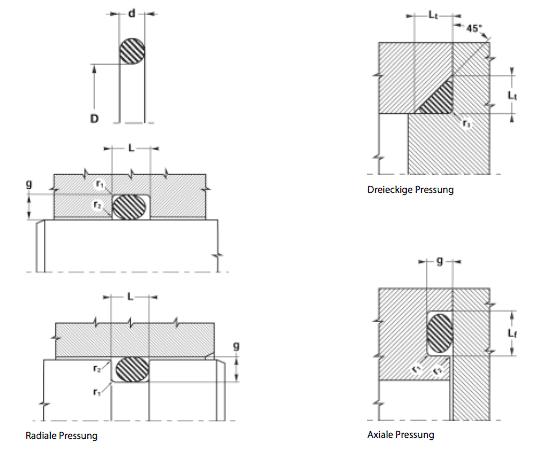
O‑rõngas, ehk toroidne tihend, on ring ümmarguse ristlõikega (torus), mille määravad selle sisemõõt D ja toruse läbimõõt d. See on kõige laialdasemalt kasutatav tihend hüdraulika- ja pneumaatikarakendustes.
O‑rõngal on järgmised eelised:
- Lihtne ja kergesti töödeldav soon
- Saadaval laias materjalivalikus: NBR, FKM, EPDM, silikoon, PTFE, PUR, …
- Lihtne ja usaldusväärne paigaldus tänu tihendi sümmeetriale
- Atraktiivne hind tänu kaasaegsetele tootmistehnoloogiatele
- Lai kasutusvaldkond: staatiline tihendamine, dünaamiline tihendamine (lineaarne ja pöörlev), …
- Väike paigaldusruum
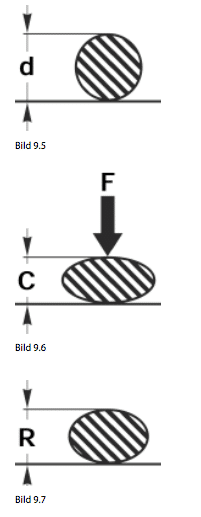
9.2 O‑RÕNGASTE FUNKTSIOON
Põhimõte on kokku võetud joonisel 9.2:
- Tihend asetatakse soonde, mille sügavus g on väiksem kui toruse läbimõõt d (joonis 9.2).
- Pärast paigaldamist avasse surutakse O‑rõngas kokku ja eelkoormatakse (joonis 9.3).
- Süsteemi rõhk mõjub O‑rõngale ja suurendab kontaktpressi (joonis 9.4).
Algne kokkusurumine (joonis 9.3) on hädavajalik. Sõltuvalt rakendusest ja materjalist:
- 3 – 20 % dünaamiliseks tihendamiseks (hüdraulika ja pneumaatika). Selles kataloogis on kasutatud väärtusi 12 – 14 %.
- 15 – 30 % staatiliseks tihendamiseks. Siin on kasutatud väärtusi 17 – 27 %.
9.3 O‑RÕNGASTE TEHNILISED ANDMED
Töörõhk, staatiline
- Kuni 150 bar NBR 70 Sh A ilma tagatihendita
- Kuni 500 bar NBR 70 Sh A tagatihendiga
Lineaarne kiirus – kuni 0,5 m/s
Pöörlemiskiirus – kuni 2 m/s
C.S.R. – Kokkupressimise määr
Kokkupressimise määr mõõdab elastomeeri ajas sõltuvat elastsust (joonised 9.5 – 9.7).
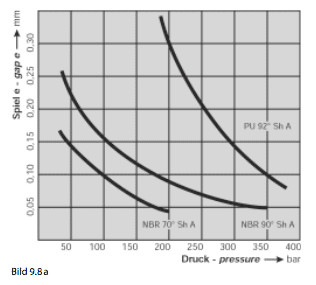
9.4 O‑RÕNGASTE LUBATAV VAHE
Vaata joonist 9.8, et määrata maksimaalne vahe e: antud rõhu korral peab e alati jääma alla kõverjoone vasakpoolsete väärtuste.
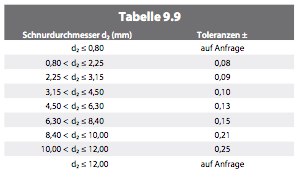
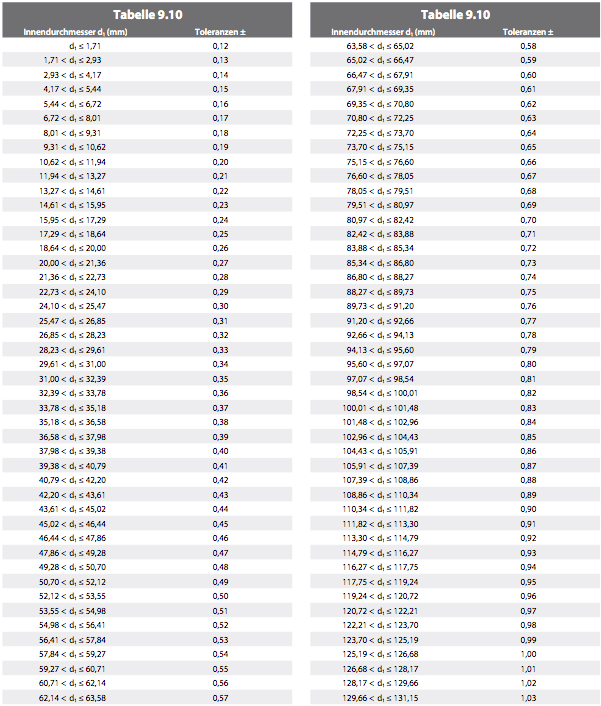
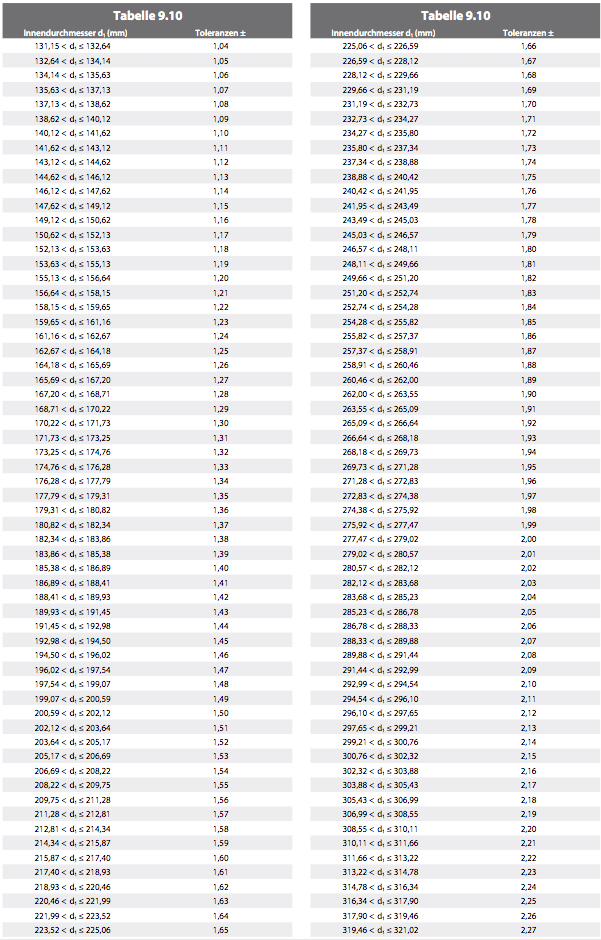
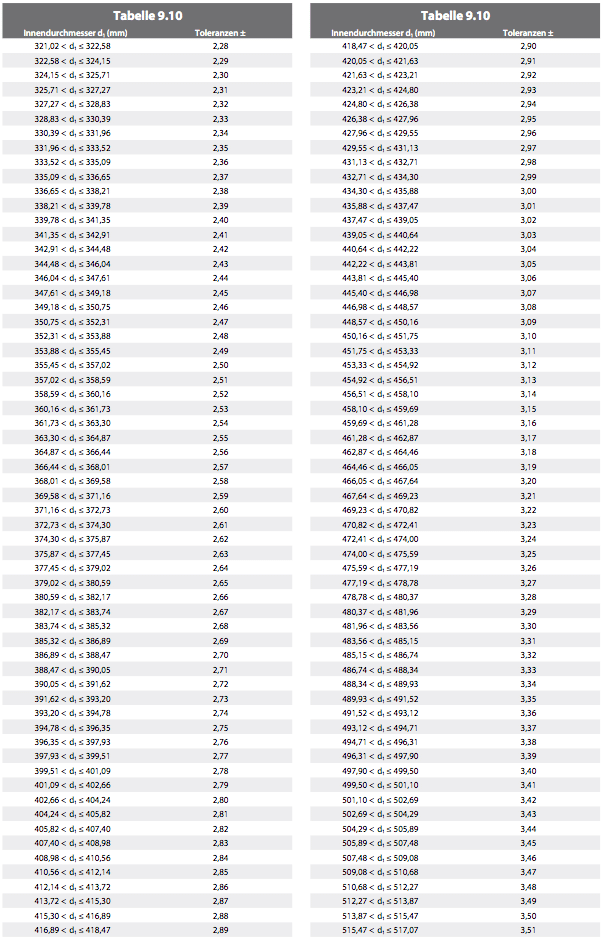
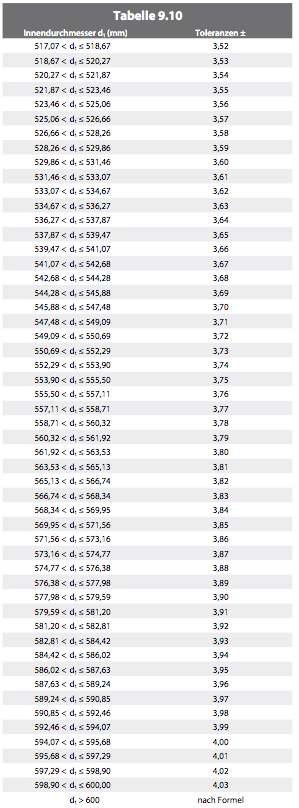
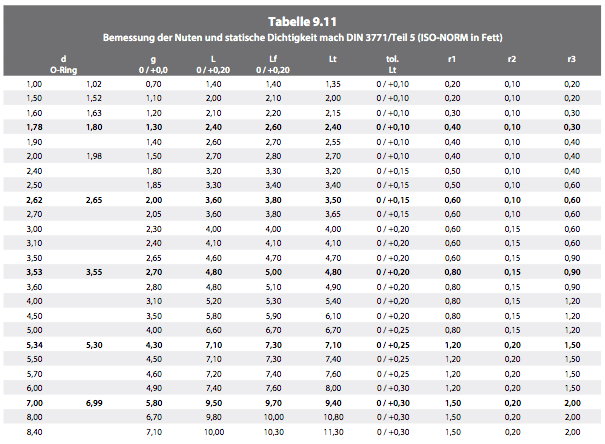
9.5 DIMENSIOONIDE TOLERANTSID ISO 3601‑1:2008, KLASS B
Tabel 9.9 annab tolerantsid nööride läbimõõtudele d2.
Tolerantsid sisemõõdule d1 arvutatakse vastavalt ISO 3601‑1:2008 (Klass B), kasutades:
![]()
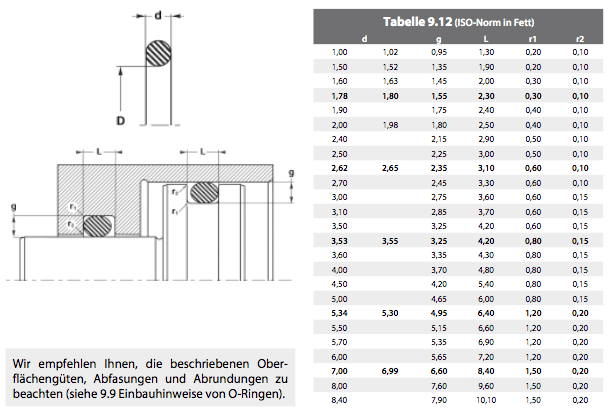
Tabelid 9.10 – 9.13 sisaldavad väärtusi kuni 600 mm.
9.6 STAATILINE TIHENDAMINE O‑RÕNGASTEGA
9.7 DÜNAAMILINE TIHENDAMINE PNEUMATILISTE SILINDRITEGA
9.8 DÜNAAMILINE TIHENDAMINE HÜDRAULILISTE SILINDRITEGA
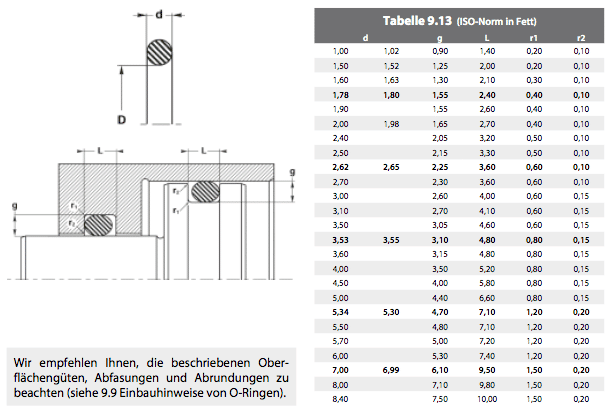
9.9 O‑RÕNGASTE PAIGALDAMISE SUUNISED
Koostamine ja vahe
Soovitame paigaldamisel kasutada tolerantsklassi H7 / f6. Kasuta joonist 9.8, et määrata vahe e.
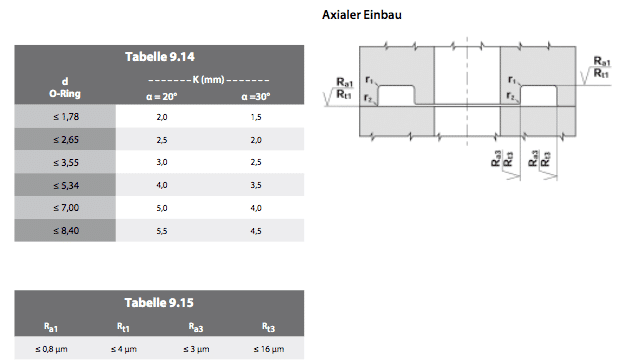
Pindade viimistlus
Tabelis 9.15 tuleb jälgida Ra ja Rt väärtusi.
Kaldenurgad
Tabel 9.14 annab vajalikud kaldenurga pikkused.
Raadiused
Väldi teravaid servi. Nõutud raadiused on toodud järgmistel lehekülgedel.
10. Tagavararõngad
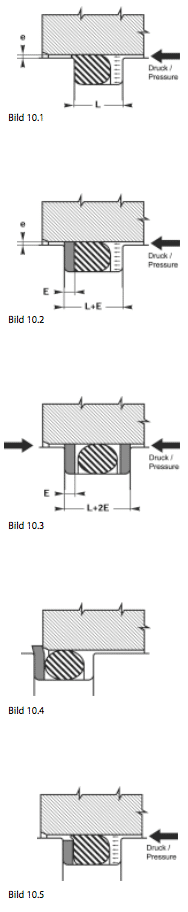
10.1 EKSTRUSIOON
Ekstrusioon tekib siis, kui vahe e osade vahel on liiga suur O-rõngast mõjutava rõhu jaoks. O-rõngas lõigatakse järk-järgult läbi ja lõpuks see ebaõnnestub (vt 10.1).
Soone laius suureneb E võrra, mis vastab tagasivõturingi paksusele. Tagasivõturing paigaldatakse rõhu poole vastaspoolele, et toetada O-rõngast ja vältida ekstrusiooni (vt 10.2). Kahekordse toimimise süsteemide puhul on vaja kahte tagasivõturingi (vt 10.3).
10.2 PROFIILID JA MATERJALID
Nii sisemiste kui ka välimiste soonte korral eelistame lõpmatuid rõngaid. Kõrgetel temperatuuridel või spetsiaalsetes keskkondades tuleb kasutada PTFE-d; välimiste soonte rõngad tuleb sel juhul lõigata, et võimaldada kokkupanekut.
10.3 LISATEAVE
Kuigi tagasivõturing on lihtne detail, võib selle valik ja mõõtmete määramine olla keeruline:
A – Asendamise olukorrad
Olemasolevas varustuses esineb suur varieeruvus soone sügavustes. Esialgne kokkusurumine võib olla 10–30 %.
Näide: Meie standardrõngad BU ja PBK. Kui O-rõnga d = 2,62 mm, on rõnga sektsioon 2,25 mm PBK-s ja 2,18 mm BU-s. Seetõttu tuleb mõõtmeid võtta väga hoolikalt, sest iga tootja kasutab erinevaid standardeid.
- Kui rõnga sektsioon on liiga suur, muutub paigaldamine keeruliseks või võimatuks ning rõngas kulub kiiresti (vt 10.4).
- Kui sektsioon on liiga väike, jääb ekstrusiooni oht (vt 10.5).
B – Uued disainid
Tihendite tootjate standardvalikud on sageli piiratud. Sageli kasutatakse sama rõngast nii staatiliseks kui ka dünaamiliseks tihendamiseks.
Näide: PBK rõngaid kasutatakse sageli staatiliselt, kuid need sobivad paremini dünaamiliste rakenduste jaoks (vt Tabel 9.13). PBK staatiline kasutamine on vastuolus soone sügavustega, mida soovitame jaotises 9.9. Tabeli 9.14 mõõtmete puhul soovitame valmistada DST 108 H‑PU materjalist.
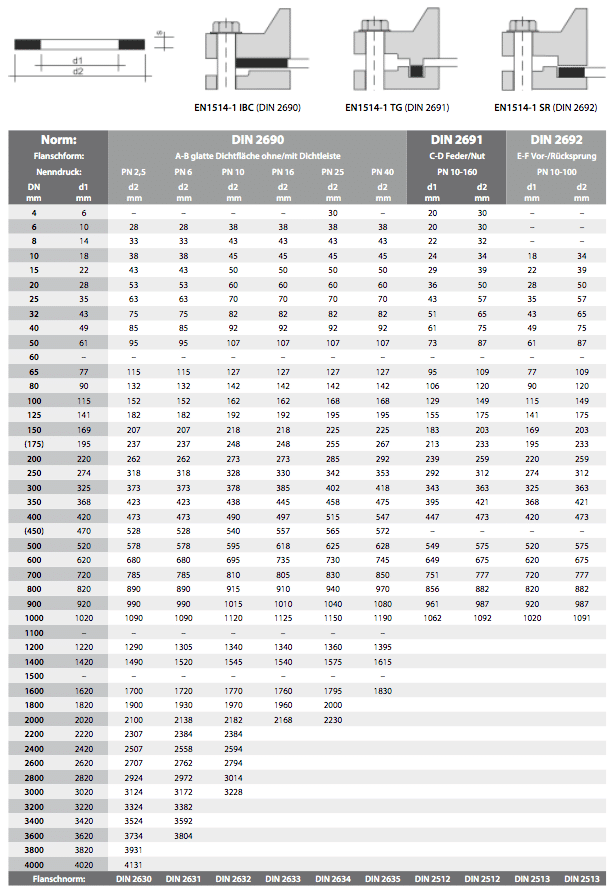
11. Lamedad tihendid
11.1 LAMETIHENDID EN 1514‑1 (DIN 2690/2691/2692)
11.2 MÕÕTMED JA TOLERANTSID TIHENDIMATERJALI LEHTEDELE, LÕIGATUD TÜKKIDELE JA KEEVITATUD ESEMETELE
12. Tihendite kiirteenus
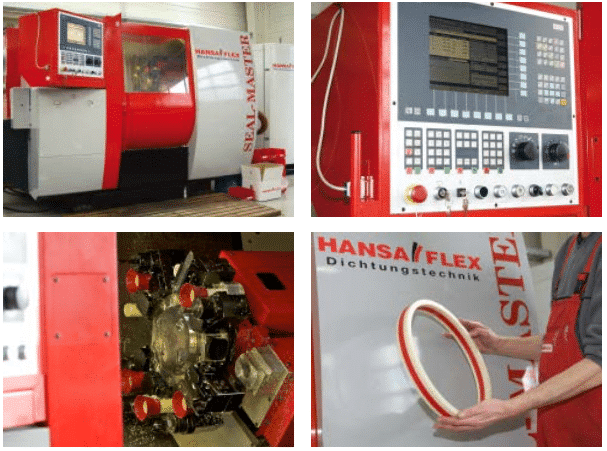
HANSA‑FLEX Tihendite Tootmiskeskus
Kaks SEAL‑MASTER CNC seadet võimaldavad meil toota täpseid tihendeid ning eritellimusel plast- või alumiiniumosi diameetriga 5 kuni 520 mm vastavalt sinu vajadustele. Meil on salvestatud tuhanded tihendite andmestikud, et saaksime toota vajalikud detailid juba samal päeval. Peaaegu iga tihendi – olgu see standardne või erilahendus – saame sulle saata samal päeval.
Kohapealse tihendite tootmise eelised
- Eritellimusel ja standardosad nii üksik- kui ka seeriatoodanguna, alati kõrgeima täpsusega
- Tarkvara, milles on 100 eelprogrammeeritud standardprofiili, kohandatav vastavalt sinu vajadustele
- Lai standardlao valik – üle 11 000 erineva tihendi tüübi ja suuruse
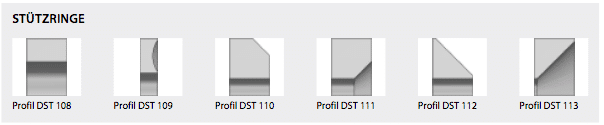
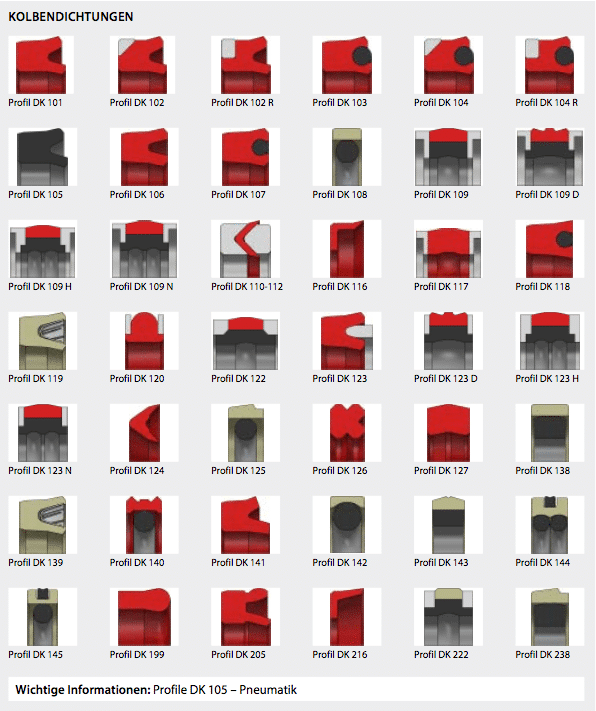
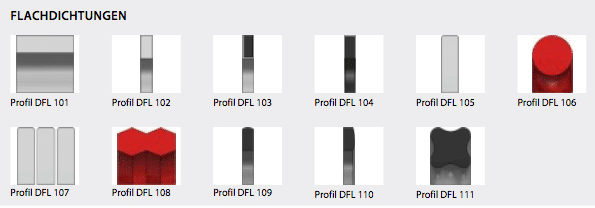
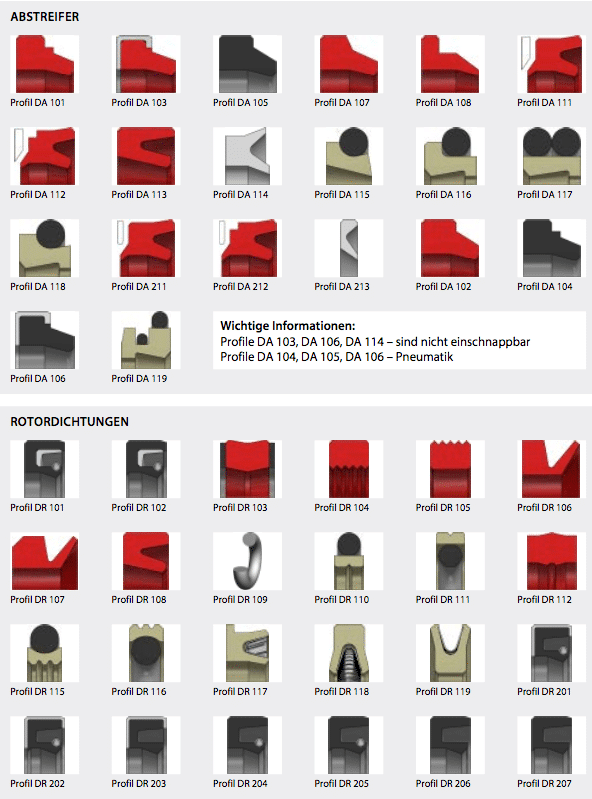
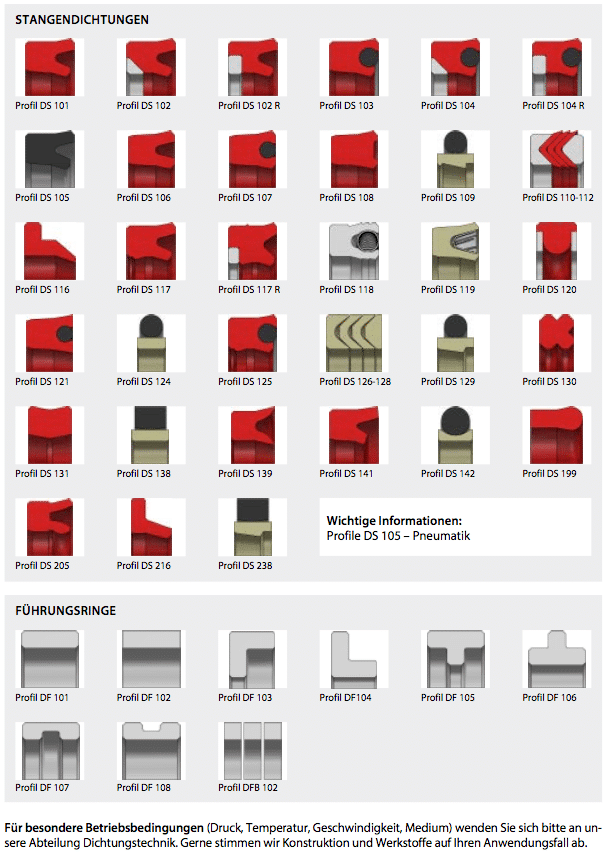
Tihendite profiilid
14. Materjalide andmeleht